





我们的合金钢管大口径钢管实体厂家支持定制产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
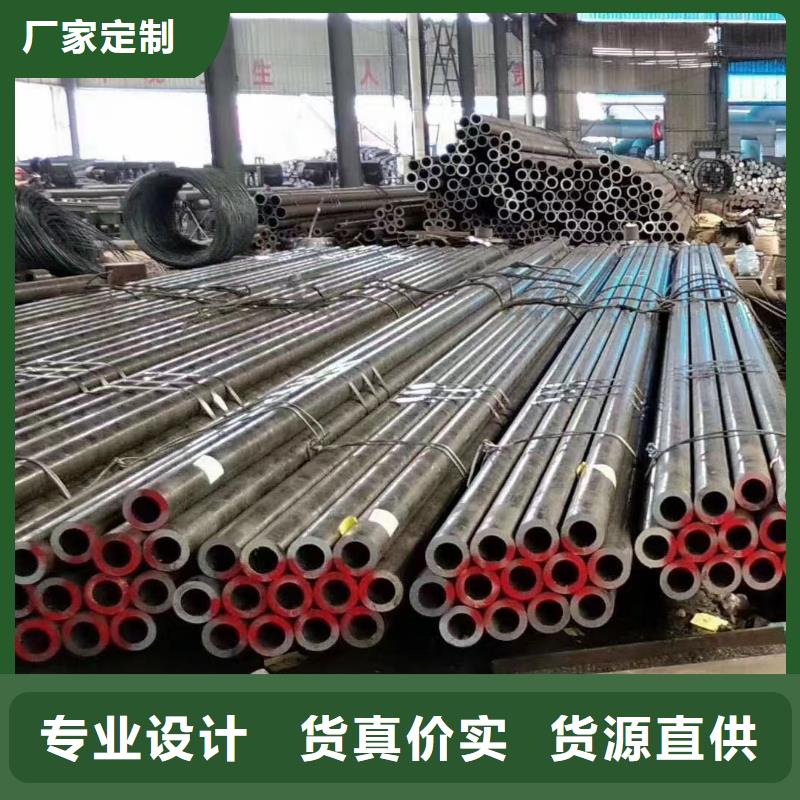
以下是:合金钢管大口径钢管实体厂家支持定制的图文介绍


16Mn合金钢管属于碳锰钢,碳的含量在0.16%左右,屈服点等于343MPa(强度级别属于343MPa级)。16Mn合金钢管的合金含量较少,焊接性良好,焊前一般不必预热。但由于16Mn钢的淬硬倾向比低碳钢稍大,所以在低温下(如冬季露天作业)或在大刚性、大厚度结构上焊接时,为防止出现冷裂纹,需采取预热措施。16Mn钢手弧焊时应选用E50型焊条,如碱性焊条E5015、E5016,对于不重要的结构,也可选用碱性焊条E5003、E5001。对厚度小、坡口窄的焊件,可选用E4315、E4316焊条。16Mn钢埋弧焊时H08MnA焊丝配合焊剂HJ431(开I形坡口对接)或H10Mn2焊丝配合焊剂HJ431(中板开坡口对接),当需焊接厚板深坡口焊缝时,应选用H08MnMoA焊丝配合焊剂HJ431。16Mn合金钢管是目前我国应用广的低合金钢,用于制造焊接结构的16Mn钢均为16MnR和16Mng钢。



产品各类型号的【27simn精密管】规格齐全,可根据用户需求开发、设计;
工艺标准化【27simn精密管】生产流程,高度机械化、自动化作业,精良制作制造高品质【27simn精密管】产品。
材料【27simn精密管】原材料产品均选用国内优质产品,保证所配套的设备售后无忧。
管理实行ISO9001质量管理体系,标准化生产管理促企业发展。
技术实行严格的四道关质量检验,实行【27simn精密管】行业生产标准:


15crmo合金钢管焊接材料针对15CrMo钢的焊接性的工作特点,根据以往的经验,参照国外提供的焊接工艺卡,我们选择了两种方案进行焊接试验。方案Ⅰ:15crmo合金钢管焊接预热,采用ER80S-B2L焊丝,TIG焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。方案Ⅱ:采用ER80S-B2L焊丝,TIG焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。试验结果:试验方案 拉伸试验 弯曲试验冲击韧性试验aky(J/cm2)。15crmo合金钢管抗拉强度δb/Mpa 断裂部位 弯曲角度 面弯 背弯 焊缝 熔合线 热影响区(HAZ)。方案Ⅰ 550/530 母材 50。合格 84.8 162 135.6方案Ⅱ 525/520 母材 50。合格 79.4 109.2 96.7。



麻面是合金钢管表面因滚槽磨损严重而产生的不规则凹凸缺陷。由于假冒伪劣合金钢管厂家追求利润,轧槽往往超标。表面容易产生疤痕。造成这种情况的原因有二:假劣合金钢管材质参差不齐,杂质多。假冒伪劣材料厂家导向设备差,容易粘钢。这些杂质在咬入卷材后容易留下疤痕。褶皱是合金钢管表面形成的各种褶皱线,这种缺陷往往贯穿整个产品的纵向。 麻面是合金钢管表面因滚槽磨损严重而产生的不规则凹凸缺陷。由于假冒伪劣合金钢管厂家追求利润,轧槽往往超标。表面容易产生疤痕。造成这种情况的原因有二:假劣合金钢管材质参差不齐,杂质多。假冒伪劣材料厂家导向设备差,容易粘钢。这些杂质在咬入卷材后容易留下疤痕。褶皱是合金钢管表面形成的各种褶皱线,这种缺陷往往贯穿整个产品的纵向。
